|
KALORISIERTE ROHRE
In diesen inneren und Außenseiten der MS
geschweißten Rohre werden eine
kalorisierende Behandlung, unter
Hochtemperatur gegeben, in der Diffusion
(Zerstäubung) des Aluminiums in die
Oberfläche des Stahls stattfindet. Nachher
werden die kalorisierten Rohre keramische
Schicht auf
innerer und Außenseite gegeben. Die
kalorisierende Behandlung und die keramische
Schicht geben diesen Rohren ein gewöhnliches
höheres Extraleben und ein Widerstand
zur Korrosion an der Hochtemperatur als
gewöhnliche MSROHRE und kostspieligen die
Rohre des rostfreien und legierten Stahls,
die normalerweise im Sauerstoff benutzt
werden, der in den Lichtbogenöfen und
chemische Fabriken und Raffinerien lancing
ist. Das durchschnittliche Leben der
kalorisierten und keramischen überzogenen
Rohre ist 7 - 9mal mehr als das der
gewöhnlichen MSROHRE und der Rohre des
rostfreien Stahls. Kalorisierte und
keramische überzogene Rohre werden in den
Bereichen benutzt, welche die
Hochtemperatur- und ätzenden Anwendungen
erfordern, wie folgt:
|
|
-
Regeneratorschläuche.
-
Raffinerierauchgasschläuche.
-
Äthylen-Pyrolyseofenschläuche.
-
Lancing Rohre des Sauerstoffes
in den Betrieben des legierten
Stahls und in den kupfernen
Schmelzern.
|
Sie werden als besser und preiswerteres
Ausführungsmaterial in den folgenden
Ausrüstungen verwendet:
-
Dampfkessel
-
Brenner
-
Wärmeaustauscher
-
Thermowell
-
Rußgebläse
-
Luftvorheizungsgerät
|
-
Übergangslinien
-
Wärmeaustauscher
-
Raffinerieheizung
-
Chemische Reaktoren
-
Schwefelkondensatore
-
Verflüssigter Bettaustauscher
|
|
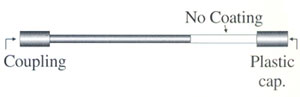
SPEZIFIKATIONEN
:
|
Schreiben Sie I beide Enden, die mit
einer Verbindung und einer Plastikkappe
verlegt werden.
|
|
|
Normale Enden der Art II.
|

|
|
Normale Enden der Art III mit einem
betätigten Koppelung.
|

|
-
Das
Rohr ist ein spezielles dünnwandiges Rohr des
niedrigen Carbons, mit hochfestem, zum des
Verhältnisses zu belasten. Die normale
Ausbohrung Größe und die Wandstärke sind wie pro
Standards.
-
Das
Kalorisieren ist bis zu einer Tiefe von 100 bis
150 Mikrons.
-
Die
refraktäre keramische Schicht ist von den
speziellen hohen Tonerdematerialien geben
höheren Widerstand gegen das Scheiden bei den
hohen Temperaturen.
Ein
Vergleich zwischen Massenstahl leitet, kostspielige
legierter Stahl-Rohre und Rohre des rostfreien
Stahls unter unterschiedlichen ätzenden Bedingungen
ist, wie folgt:
Es kann gesehen werden, daß kalorisierte Rohre
besser und im Vergleich mit Üblichen oder Rohren des
legierten Stahls unter verschiedenen Bedingungen der
Korrosion und des Gebrauches ökonomisch sind, die in
den unterschiedlichen Industrien angetroffen werden.
Warum bilden die kalorisierten Lanze-Rohre, die im
Sauerstoffstahl benötigt werden? Bei
Stahlherstellung durch geöffneten Herd oder
elektrischen Ofen, die Verbrauch Rate der Lanzerohre
für hohes Verhältnis der
Sauerstoffeinspritzung-Abstichgraben ziemlich
infolge von Hochtemperatur- und strenger Oxidation.
In den allgemeinen, Stahlrohren werden als
Lanzerohre für Sauerstoffeinspritzung verwendet.
Wenn MS, das Rohre mit dieser Prozeßverbrauch Rate
der Lanzerohre behandelt werden, 6 - 7mal erhöht. Es
ist notwendig, das Rohr feuerfest als erstes zu
bilden. Spezielle Behandlung wird dann benötigt, um
das Rohr vor jedem möglichem Fallen-weg oder
Scaling-off-weg zu schützen durch Schlag oder durch
Biegungsspannung. Resultierend aus der Forschung,
die über viele Jahre geleitet wurde, wurde es, daß
die wirksamste Methode Aluminium in die Oberfläche
des Rohres zerstreuen soll entdeckt, um Abnutzung
Beweiseigenschaften auf Stahlrohr zu fördern. Das
heißt, soll das Kalorisieren an, innerhalb und
außerhalb des Stahlrohres getragen werden, um
Abnutzung und Feuerbeweiseigenschaften des Rohres zu
fördern. Aufzählen, die Vorteile des bildenden
Stahlprozesses des Sauerstoffes:
-
Die
exotherme Reaktion und die Bewegung fördern
Kohlenstoffentziehung- und Hitzeaufstieg im
Ofen, während schäumende Schlacke beseitigt
werden kann.
-
Schmelzverfahren des Vormaterials kann
beschleunigt werden.
-
Qualität des Stahls wird verbessert.
-
Wie
der Prozeß die Temperatur aufwirft.
-
Vorwähler der aufgeladen zu werden Rohstoffe
wird einfach.
-
Der
Prozeß wirft die Produktion Kapazität eines
elektrischen Ofens auf.
-
Wasserstoff, Stickstoff und nicht-metallische
Einbeziehungen können durch Oxidation beseitigt
werden.
-
Sie
macht es möglich, Chrom mit dem Gebrauch des
hohen Chromstahlschrottes zurückzugewinnen.
Kalorisierte Lanzerohre werden vorbereitet, indem
man kalorisierendes Ende zum Kohlenstoffstahl in
einer Stärke von 100-150 Mikrons auf den inneren und
Außenseiten und weiterer Schicht mit refraktären
Materialien in 200-300 Mikrons Stärke auf den
inneren und Außenseiten überträgt. Diese
Metalldiffusion (Zerstäubung) Behandlung fördert die
feuerfesten Eigenschaften der Stahlrohre. Die
Diffusion (Zerstäubung) ist eine intermetallische
Bindung, die nicht beschädigte entweder durch
mechanische Funktion wie das Verbiegen oder das
Geraderichten oder durch hohe Temperaturen erhält.
Im Kasten der allgemeinen feuerfesten Rohre, findet
Oxidation an diesem Teil der Oberfläche in
Verbindung mit der Flamme statt. Im Kasten dieser
Metall zerstreuten Rohre, wird das Metall, das an
der Oberfläche der zerstreuten Zone besteht, zu
seinem jeweiligen Oxid oxidiert, das den weiteren
Fortschritt der Oxidation und auch schmelzen
verhindert. Zum Beispiel beim Kalorisieren, wird
Aluminium zur Tonerde oxidiert, die einen sehr hohen
Schmelzpunkt 2050 0 C hat, das mit dem
Schmelzpunkt des Aluminiums verglichen wird, das
bloße 658 0 C ist.
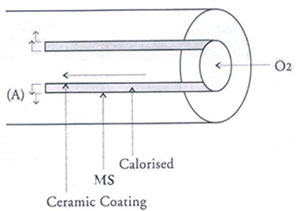 |
Wie im Bild gezeigt ist die spritzende
Tätigkeit des Hochdrucksauerstoffes auf
flüssigem Stahl am Upper innerhalb des Teils
des Rohres am strengsten (' A ' Punkt im
Bild). An diesem Punkt findet
die folgende Reaktion statt.
Al 4 + 3 O 2 = 2 AL 2
O 3
+ 7,608 Kalorien
Dieses ist der wesentliche Unterschied
zwischen allgemeinen feuerfesten Rohren und
Metall zerstreuten Rohren. Ein
wirkungsvolleres Resultat wird durch
keramische Schicht auf der Metall
zerstreuten Zone erreicht. Metallische Oxide
der keramischen Mittel, Karbide, Nitride und
auch feuerfester Lehm. Alkalische
Kieselsäureverbindungen werden addiert, um
die Haltbarkeit und die Hartnäckigkeit zu
verbessern. Bei keramischer Schicht ist es
notwendig, daß er vom Metall ist zerstreute
Zone ist rauh surface, damit die keramische
Schicht ein gutes Abbinden hat und nicht weg
abgezogen erhält.
|
Keramische Schicht wird normalerweise auf dem Innere
und der Außenseite des Rohres durchgeführt. Die
compos
ition of the ceramic coating is as
per the kind of furnace structure and the steel /
metal produced. After cleaning the impurities on the
surface of the pipe, aluminium powder or a mixture
of aluminium and iron powder (to which halides are
added as flux) is filled up inside and outside of
the pipe and packed in a case. This then heated from
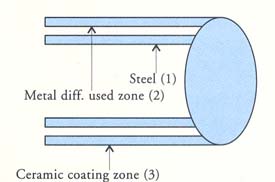
outside. The illustration shows that the mettalic
powder zone (2) adheres to the surface of metal
alloy zone (1) on one side and to ceramic coating
zone (3) on the other. Therefore the Ceramic coating
never falls off or scales off from the pipe during
the oxygen injection operation.
Comparison chart between MS pipe & Calorised pipe.
Oxygen Charge
Press. Kg/cm
2
|
Oxygen flow
rate m
3
/min
|
Charge Time
(min.)
|
Length of consumption
mm
|
Consumption rate mm/min.
|
Type of Pipe
|
Rate of MS Pipe to Calo. Lance
|
|
6.5-7
|
6.5-5
|
3
|
1950
|
650
|
MS
|
1
|
|
6.5-7
|
6.5-5
|
15
|
1290
|
86
|
CL
|
7.56
|
|
6.5-7
|
6.5-5
|
15
|
1420
|
94
|
CL
|
6.91
|
|
6
|
6
|
3
|
2430
|
809
|
MS
|
1
|
|
6
|
6
|
10
|
1150
|
115
|
CL
|
7.03
|
|
6
|
6
|
10
|
890
|
89
|
CL
|
9.03
|
|
5.5-6
|
5.5
|
3
|
1860
|
620
|
MS
|
1
|
|
5.5-6
|
5.5
|
10
|
840
|
84
|
CL
|
7.38
|
|
5.5-6
|
5.5
|
10
|
1070
|
107
|
CL
|
5.79
|
|
6.6
|
6.3
|
3
|
1830
|
610
|
MS
|
1
|
|
6.6
|
6.3
|
10
|
610
|
61
|
CL
|
10
|
|
6.6
|
6.3
|
10
|
1070
|
107
|
CL
|
5.70
|
|

